一种发酵液态原料制备过瘤胃保护颗粒产品的大型连续流化床工艺
【摘要】发酵法氨基酸产品的过瘤胃技术包括微丸包被技术和过瘤胃油脂包被技术,其中核丸的制备通常需要添加大量的辅料、采用多道工艺,本方法可以提供从发酵液态原料直接一步得出不需要添加辅料的高含量核丸、配套的可以大批量均匀包衣的包衣技术,从而得到有效含量高、经济、适合大批量工业生产的过瘤胃产品。
Abtract: Rumen bypass technology including micro pill embedding technique and oil embedding technique, which applied to product Amino acid's production by fermentative process. The nuclear pills usually need a lot of excipient and several experiments. High content nuclear pill, do not need to add excipient, can be made from fermentation liquid raw materials directly with this method and uniform coating technology. Therefore, high-content and low-cost bypass rumen production is suitable for mass industrial manufacture.
【关键词】过瘤胃保护 核丸 包衣 颗粒形态1 高品质2 低能耗3 稳定安全4
Keyword: bypass rumen protection; nuclear pills; coating; particle morphology; high quality; low energy consumption; stability safety
序论
过瘤胃保护技术是将营养物质(如氨基酸、蛋白质、维生素等)保护起来,减少在反刍动物瘤胃内的发酵、降解,进入真胃及小肠后再被释放消化利用的技术,可以提高反刍动物营养物质的消化吸收利用率,具有重大经济和营养学意义,但过瘤胃保护存在高含量核丸制备和大批量包衣难题。
过瘤胃保护方法
目前保护方法主要是采用在反刍动物瘤胃不降解、在真胃和小肠可消化的物质为包材对营养物质比如氨基酸进行包被处理,包含核丸制备工艺和过瘤胃材料的包被工艺。
从发酵液态原料可以一步得到合格的不需要添加辅料的核丸,目前还没有见到制备成功的报道。
包衣工艺,目前超过每批300公斤的大批量生产还没有成功的报道。
保护方法主要取决于两点:
一是核丸要圆滑,如有菱有角、在核丸的高点包衣很难合格,颗粒太大在瘤胃中也容易破坏;
二是包衣要均匀,强度要合适,如不均匀,在强度薄弱处,包衣很难起到过瘤胃效果。
常用方法和缺点
经各种资料包括专利查询,目前过瘤胃保护技术和产品包括赖氨酸、维生素、胆碱、葡萄糖等,文献举例包括:过瘤胃氯化胆碱微胶囊及其制备工艺(公开号CN 101269051 A);一种过瘤胃保护氨基酸及其制备方法(公开号CN 100515415 C);一种反刍动物过瘤胃保护赖氨酸及其生产方法(申请号200910237384.8)。
以上公开的工艺内容通常包括:加辅料混合—加水湿法制粒—整圆抛丸—烘干—筛分—小批量底喷流化床包衣—(筛分)—得到成品;目前此类实验室方法,总结缺点如下:
(1)无法从液态原料一步直接得到核丸,无法大生产,生产费用高:
a\首先工艺决定了无法从液态原料一步直接得到核丸,并且每批次只有20-30公斤;
b\如产量2吨/时就需要约100台套生产线,运行不稳定、不安全,产品质量不易控制;
c\连续式生产基本不可行,人为污染可能性大,反复的加水混合烘干等,决定其生产费用高。
(2)高含量的核丸基本生产不出来,高品质2性不好(有效含量低)、收率低:
a\受制于混合—湿法制粒影响,比如糖类营养物质受粘性影响,比如氯化胆碱受强吸水性影响,比如氨基酸盐类除受一般水溶性、粘性影响外、还受结晶特性影响(湿法制粒、整圆后、烘干过程中,核丸会出现结晶体的菱角),此时需要添加辅料,否则核丸颗粒形态1不合格,添加辅料后、成品含量会下降、能耗高2;
b\以上工艺,烘干时易出现微观裂纹,包衣时核丸易破碎造成包衣成品不合格;
c\不合格品处理时,如果返回湿法制粒工艺,则含量不好调整、如果不返回收率则影响太大。
(3)现有包衣方法无法大生产,并且质量难以保证:
a\目前市场上的流化床包衣机,单批处理量大于300公斤的还没有,大生产时受影响,原因在于批次料斗容积固定不变、大的只有1500升,进入的核丸随着包衣过程的进行,体积会不断增大,直至2-3倍左右,固定不变的喷枪均导致包衣不均匀、从而质量很难合格。
连续式喷雾流化床核丸生产工艺
流化床制备方法,一种喷浆造粒方法提供了一种从液态原料直接得到核丸的工艺可能性,但只使用此技术也很难获得完美合格的核丸,除此之外普通的流化床造粒工艺生产出的颗粒要么密度不够、要么颗粒圆度不够、要么均匀度不够、要么颗粒强度不够、要么颗粒表面光滑度不够、要么无法连续大生产,生产不出符合过瘤胃颗粒形态1要求的核丸。
本方法提出:采用喷雾流化床的涂层和规则流化原理进行过瘤胃核丸的生产,采用抛光方式对核丸表面进行抛光和压缩处理,喷雾流化床工艺和抛光工艺组成核丸生产工艺。此工艺可以从液态原料一步直接得到合格的核丸,并且可以得到不用添加辅料的品质核丸,采用抛光方式的作用是将核丸颗粒表面有可能的小刺或高点去除,使核丸满足过瘤胃核丸的外形、粒径、表面光洁度的要求,如结合采用低于临界增重比方式进行喷雾流化床造丸,效果将会更好。
大批量均匀的包衣工艺
新技术保证了包衣质量的可靠性,随着流化料位的增加,喷枪的喷雾高度相应作提高,保证流化床内每个粒子可以尽量达到均匀包衣的目的。
本方法为实现大批量流化床均匀包衣工艺而设计了生产设备系统,其以核丸和包材为原料,制得包含全部或大部分核丸和包材的颗粒料,包衣床由流化床壳体组成,包括进风口、分风板、流化室、分离室、出风口,其特征在于,喷枪的雾化高度随着流化料位的增加而抬高,保证每个粒子的均匀包衣,特别适合工业化大生产,批次处理量可以达到20吨/批。具备产品品质好、收率高;生产费用低;运行稳定、安全的优点。
流化床核丸加包衣示例
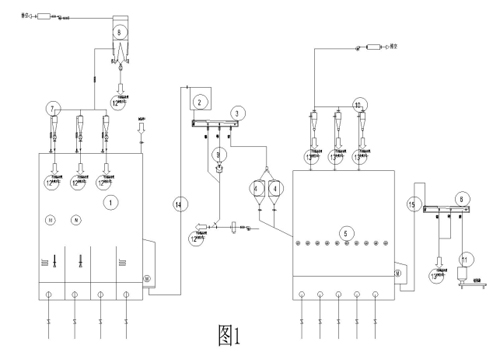
连续式流化床造丸加包衣流程图中(见附件),赖氨酸盐酸盐浓缩液先经过膜过滤、离子交换、调酸、浓缩等有效处理后,采用连续式喷雾流化床造丸机1、抛光单元2、筛分机3、定量计量装置4、流化床包衣机5、筛分机6等工序制得赖氨酸盐酸盐过瘤胃产品。在上述过程稳定后,在造丸机1中将前述浓缩液以每小时2吨的干物流量进行喷雾流化床涂层造丸,使种子以包被形式长大,优选的是增重比不大于30%(增重比的含义:床内物料总重为10吨,每小时喷入3吨干物),干物成份在晶种物料上长大,然后进行干燥和冷却,然后进入抛光单元2、处理量为2000-2400kg/h,再进入筛分机3进行筛选,合格尺寸范围的颗粒进入定量计量装置4、处理量为2000-2200kg/h,加入包衣机5进行包衣作业、处理量为10000-12000kg/批,每批3个小时,最后,经包衣的颗粒进入筛分机6、处理量为4000-5000kg/h,合格颗粒进行包装11、处理量为4000kg/h,在处理量不合格颗粒进入不合格品处理工序13、处理量为0-1000kg/h,筛分机3的大颗粒经晶种机9处理后和筛下小颗粒物进入不合格品处理工序12,一级除尘器7和二级除尘器8收集的粉尘料可以进入不合格品处理工序12。
通过以上方法,所得过瘤胃保护产品形状为近似球形颗粒形态1,核丸颗粒直径在0.3-1.8mm,成品颗粒直径在0.6-3.6mm,并且筛分孔径大小之比值不大于50%。本发明所得到的过瘤胃颗粒核丸可以为不添加辅料的品质核丸,外壳为耐瘤胃的包衣成份,脂肪类型的过瘤胃成品中有效营养成份含量正常在40-60%之间,纤维素或树脂类型的过瘤胃成品中有效营养成份含量正常在60-90%之间,因为没有添加辅料,有效成份含量比查询到的传统工艺方法高出约20-50%。
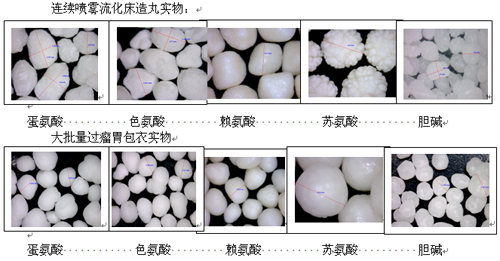
连续喷雾流化床造丸实物:
结束语
本方法提供了一种发酵液态原料制备过瘤胃保护颗粒产品的工艺方法,其以发酵原料液和过瘤胃包材为原料,制得包含全部或大部分有效成份和过瘤胃包材的过瘤胃产品,可以制得不用添加辅料的品质核丸过瘤胃产品,该工艺由包括核丸生产工艺、过瘤胃包衣工艺、不合格品处理工艺组成,其采用喷雾流化床造丸工艺进行过瘤胃产品核丸的生产,采用可调流化床包衣工艺进行过瘤胃包衣的生产,适合工业化大生产。具备高品质2、收率高;低能耗3;运行稳定、安全4的优点。
本文章仅是摘录于相关文章,具体以相关文章刊登的原记录为准,版权归相应作者所有。
